Procédé silicafusion
SILICAFUSION
SIÈGE SOCIAL, CONSEILS TECHNIQUES, FORMATIONS
Hameau d'Aulignac
09800 Bordes Uchentein
TEL: MARC LEBRETON: +33 06 23 62 67 43
Email: [email protected] N° Siret 48245290100036 N° Intracommunautaire: FR84482452901
Silicafusion, procédé innovant de moulage réfractaire pour la fonderie à cire perdue, conjugue astucieusement la technique traditionnelle au plâtre et la méthode céramique dite "carapace".
Son utilisation permet de réaliser d'importantes économies en matériaux réfractaires, en énergie combustible et en temps de travail. De surcroit le résultat brut de fonderie est d’une très grande qualité, synonyme d’économie en réparure et ciselure.
Voici ses caractéristiques dans le travail ainsi que la définition des avantages qui en découlent :
- Prix de revient divisé par 3 : 1 tonne de produit de moulage Silicafusion équivaut à 5 tonnes de plâtre réfractaire.
- 80% d'économie d'énergie : cuisson de l'ordre de quelques heures, même pour de grandes pièces.
- Facilité de manipulation et rentabilisation des cuissons : la diminution du volume des moulages rend leur maniement aisé et permet de mieux organiser le remplissage du four de décirage.
- Décochage extrêmement aisé : la carapace se casse avec un simple maillet en plastique et la couche de contact s’enlève par brossage ou jet d’eau haute pression.
- Réduction conséquente de la ciselure : diminution du nombre d'alimentations et d'évents sur le modèle en cire, et une peau de pièce remarquable après fusion.
- Gestion des déchets allégée au niveau financier et environnemental : peu de gravât à évacuer. D’autant que le produit est réutilisable à 70% : après broyage et tamisage, la chamotte est réutilisable pour de futurs moulages.
- Investissement de production modéré : la mise en œuvre du procédé Silicafusion demande un outillage peu onéreux, souvent déjà en place dans une fonderie.
- Pas d'agitation permanente de la barbotine et le nombre des couches est divisé par 2 comparés à la technique carapace habituellement utilisée
- Ne craint pas le gel.
Présentation technique du procédé.
Silicafusion, conçu pour recevoir tous les alliages cuivreux, l'aluminium et l'argent, accepte la réalisation de petites et grandes pièces avec une excellente définition.
Il se présente sous la forme de trois produits nécessaires à sa mise en œuvre :
- Un revêtement de contact, R35 ou Cératonite.
- Une barbotine céramique baptisée Silitonite.
- De la chamotte.
Mise en oeuvre
La mise en œuvre se déroule en deux opérations :
Dans un premier temps, il s’agit d’estamper sur le modèle en cire avec ses artifices de fonderie la couche de contact qui sert à reproduire fidèlement tous les détails. C’est le revêtement thixotrope R35 qui, après avoir été mélangé à de l'eau, est appliqué manuellement ou par pulvérisation au pistolet.
La Cératonite peut être choisie également pour le contact en immergeant ou en pulvérisant la barbotine au pistolet sur le modèle en cire. Très efficace et rapide pour des pièces complexes ou le trempage sera plus judicieux que l'estampage.
A savoir que la Cératonite est moins poreuse que le R35 et qu'il est nécessaire de placer des évents aux endroits stratégiques pour une bonne évacuation de l'air au moment de la fusion.
Le temps d'éxecution est relativement rapide (quelques minutes), surtout par pulvérisation au pistolet ou par trempage.
Un saupoudrage ou une pulvérisation de chamotte sera déposé sur le contact encore mouillé.

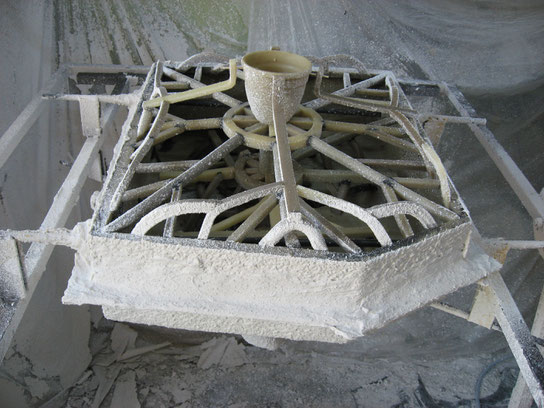
La seconde opération consiste à créer, grâce à la Silitonite et la chamotte, une carapace solide par impression de couches successives. Le but est de former une gangue assurant le maintien mécanique de la couche de contact tout en éliminant ferraillage de consolidation ou cylindre de tenue du moule comme dans la technique au plâtre.
Pour se faire, le moulage est recouvert, par trempage, pulvérisation ou nappage, de barbotine de Silitonite puis immédiatement, par saupoudrage, de chamotte. Après avoir respecté un délai de séchage (une étuve chauffante ventilée à 25 à 30°C accélère très efficacement le processus). L'opération est répétée jusqu’à obtenir une coque de 5 à 10 mm d'épaisseur selon la masse dimensionnelle du modèle. La solidité de la silitonite - chamotte autorise un nombre de couches divisé par deux par rapport à la technique carapace céramique traditionnelle. Contrairement à cette dernière, la Silitonite ne nécessite pas d'être en agitation permanente puisqu’elle est de faible décantation.
Noyau creux ou plein
Un aspect particulièrement avantageux du procédé Silicafusion est la possibilité de mise en œuvre d'un noyau creux réalisé par nappage à l'intérieur de la cavité en suivant la même procédure que pour l'extérieur du moulage.
Habituellement dans les techniques de fonderie tous les noyaux sont pleins.
Le noyau creux participe à une économie substantielle de matière première, d'énergie pour la cuisson et allège considérablement le poids du moule.
Les petits noyaux ne permettant pas la gestion en creux seront eux remplis de RBlock avec clou de maintien, comme pour le procédé classique de moule bloc.
Décirage et cuisson
Après l'achèvement du moulage vient l'étape de décirage et de cuisson.
Avec Silicafusion, les temps de cuisson sont divisés par 10 dans la configuration de noyaux creux par rapport au moule bloc plâtre. Mais aussi, les moules étant beaucoup moins encombrants, Silicafusion permet de rentabiliser au maximum l'espace du four.
La durée du cycle complet est de 5 à 7 heures.
- Décirage à 150°C, durant 2 à 3 heures.
- Cuisson à 700°C, montée en 3 heures, palier d’1 à 2 heures en noyau creux, quelque soit le dimensionnel de la pièce.
Dans le cas d'un noyau plein, le palier est calculé sur la base du rayon du noyau et nécessite un peu plus de cuisson.

Fusion et décochage
A l'issue de la cuisson s'effectue la fusion. Les moules sont sortis du four pour être calés à la verticale dans du sable sec, cône de coulée vers le haut afin de recevoir le métal en fusion.
1 à 2 heures après la fusion, le décochage peut être effectué à sec à l'aide d'un maillet afin de briser la gangue réfractaire et libérer la pièce. Toutefois attendre le refroidissement total du moule facilite le décochage. Un coup de jet sous pression terminera de débarrasser les dernières traces de revêtement sur la pièce révélant une peau exceptionnelle.
Un décochage aisé et très rapide ne laissant que peu de gravats dont une partie de la chamotte, environ 70%, peut être recyclée, après broyage et tamisage, dans la réalisation de futurs moulages. Sinon l'évacuation des gravats est économiquement rentable de par le faible volume engendré. Rappelons que 1 tonne de Silicafusion correspond à 5 tonnes de plâtre réfractaire.


Finitions
La pièce brute de fonderie nécessite peu de finitions.
Il reste à tronçonner les artifices de fonderie.
A assembler les éléments si nécessaire pour les opérations de soudure.
A surfacer l'oeuvre par ponçage, retrouver la matière par la ciselure et sabler pour apprêter la sculpture à recevoir la patine.
Le matériau réfractaire Silicafusion est très poreux, ce qui a pour avantage, d'une part, de restreindre le nombre d'artifices de fonderie (jets et principalement les évents), lesquels peuvent généralement être mis en place sur la base et non sur les faces extérieures du modèle en cire, d'autre part d'obtenir une remarquable peau de pièce après fusion. Une économie de temps de travail est réalisée en amont sur le montage des artifices de fonderie en cire, ainsi qu’en aval sur la réparure et la ciselure.
Sculpture: Sylviane courgeau - Bilal Hassan
Domaine d'application
Le procédé Silicafusion, s'ouvre à une large application sans investissement onéreux. Il offre au fondeur d'art, professionel, amateur ou industriel, une alternative qui répond et s'adapte aux divers modes opératoires.
Il permet la réalisation de petites pièces de précision et de grandes pièces d'art.
Il peut suppléer au moule bloc en cylindre quand le dimensionnel devient trop important, ce qui évite de couper le modèle en plusieurs sections.
Tous les produits sont respectueux de l'environnement.
